

加工中心球面加工实例和误差消除方法
球面加工是数控加工中心非常普遍的一种加工工序。普通机床不能像加工中心一样可以进行数控编程,因此不能实现对刀行走的自动控制,不能对球面进行直接加工。接下来小编以内球加工为例,给大家讲讲如何进行球加工和球加工常遇到的误差问题。
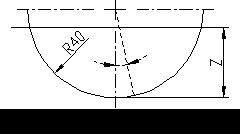
内球加工图示
启航彩 为对刀方便,宏程序编程零点在球面最高处中心,采用从下向上进刀方式。走刀编程分为:立铣刀加工宏程序号为%9015,球刀加工宏程序号%9016。以下是参数的具体设置。
|
启航彩 %9015 |
%9016 |
|
启航彩 #6=#4+#26 球心在零点之上的高度 |
#6=#4+#26 球心在零点之上的高度 |
|
#8=SQRT[#4*#4 - #6*#6] 中间变量 |
#8=SQRT[#4*#4 - #6*#6] 中间变量 |
|
#3=90-ATAN[#6]/[#8] 加工终止角 |
#3=90-ATAN[#6]/[#8] 加工终止角 |
|
启航彩 #8=SQRT[#4*#4 - #7*#7] |
G90 G0 X#24 Y#25; 加工起点Z5 |
|
#5=ATAN[#7]/[#8] 加工起始角 |
启航彩 G1 Z#26 F50; |
|
G90 G0 X#24 Y#25; 加工起点Z5 |
启航彩 #5=#17; |
|
启航彩 G1 Z[#6-#8] F50; |
启航彩 #4=#4 - #7; |
|
启航彩 #5=#5+#17; |
启航彩 WHILE [#5 LE #3] DO1; 角度小于等于终止角时加工 |
|
WHILE [#5 LE #3] DO1;角度小于等于终止角时加工 |
#1=#6 - #4*COS[#5]; Z |
|
启航彩 #1=#6 - #4*COS[#5]; Z |
启航彩 #2=#4*SIN[#5]; X |
|
#2=#4*SIN[#5] - #7; X |
启航彩 G1 Z#1 F#9; |
|
G1 Z#1 F#9; |
启航彩 X[#24+#2]; |
|
启航彩 X[#24+#2]; |
启航彩 G3 I-#2; |
|
启航彩 G3 I-#2; |
#5=#5+#17; |
|
5=#5+#17; |
END1; |
|
END1; |
G0 Z5; |
|
启航彩 G0 Z5; |
M99; |
|
M99; |
启航彩 但是球面加工会产生一定的误差,在设备传动副中,丝杠与螺母之间存在着一定的间隙,随着设备投入运行时间的增长,该间隙因磨损而逐渐增大,因此,对反向运动时进行相应的间隙补偿是克服加工表面产生凸肩的主要因素。间隙测量通常采有百分表测量法,误差控制在0.01~0.02mm之内。这里要指出的是表座和表杆不应伸出过高过长,因为测量时由于悬臂较长,表座易受力移动,造成计数不准,补偿值也就不准确了。
加工球面时,球体有可能出现中间大两头小,或中间小两头大的情况,这时要通过调整球体半径值进行控制。如果是中间大,两头小,将半径值稍增加一些。如果是中间小,两头大,这把半径值减小一些。经过调整后,球的圆度误差可达到小于0.05mm。
相关文章




加工中心视频

- 成海五轴加工中心14CIMES演示视频
描述:第14届中国国国际机床工具展览会,成海五轴加工中心现场演示视频

- vk636加工中心加工视频现场-主轴中心出水
描述:徐州客户调试vk636加工中心现场视频-加工中心主轴中心出水

- vmc1270加工中心加工试件视频
描述:成海vmc1270加工中心-潍坊客户现场试件

- vk636加工中心加工视频
描述:成海vk636加工中心加工视频